手工打造的意义在于,这样的加工过程,可以保证作品的很个细节都很完美。这是一种态度,而非工艺本身表达的含义。
加工之前,一定要选已缩水的板料。由于醋酸纤维有缩水的特性,所以采购后的板材一定要先经过72小时的低温烘烤,再将放置60天以上,待其缩水。使用之前,还需要再烘烤24小时才能加工。只有这样的板材加工出来的眼镜,才能保证日后不会因为缩水而引起变形。(现在的工厂,根本不会有3个月的时间来待板料缩水)。
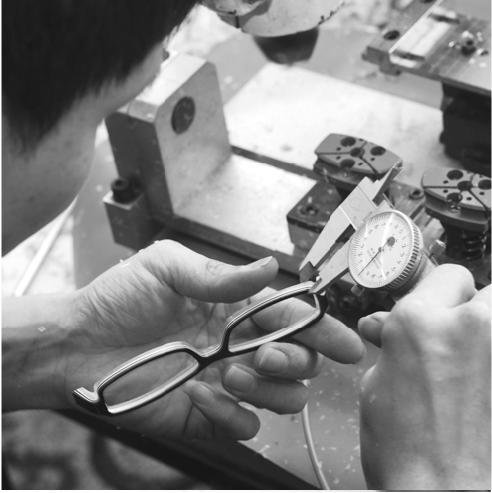
开料后,把图纸按其实1:1比例印在板料上,车出镜框(眼镜圈)粗模,然后手工用刨刀、锉刀、砂纸将其修正成细模,细模的尺寸要正好大于图纸1mm(即不能大于1mm,也不能小于1mm,不然会对后面的加工工序造成困难,甚至是废弃重做)。将提前制作好的鼻托粘到镜框上,待24小时完全粘牢后,根据图纸上参数,对鼻托进行精细切割,刨锉,测量,直至要求的高度和角度,其中角度误差不超过1度。然后将镜框放在正好240度的热油上,加热使其变软,进行压弯打弯,再将其固定至冷却定型。这过程需要拥有丰富经验的技师才能胜任。
下面就是镜腿加工工序。先对镜腿粗模中心线进行加热,以保证打孔位置处于中心线位置上。将铜针打入该孔中,以增加镜腿的硬度和弹性。由于镜腿较细且形状复杂,只能用刀片细细轻刮,直至刮到据图纸要求的基本形状。
取出粗磨后的镜框,在桩头处钉上铰链,照图纸上的镜处与镜腿构成的倾角及两个镜腿的开放角度进行修正。再在镜腿上雕一凹槽,移入图形金属片,涂上水晶胶,至24小时后干透。然后对镜框镜腿进行细节处理,做出相应的花纹和角度。至此,LYYBROS的眼镜粗坯已经完成。
非常重要的一个步骤是打磨抛光。为了得到质感细润,光泽亮丽的镜框,要将镜架粗坯放入混合了竹粒、木块、砂粉、智石粉末的打磨材料中研磨12个小时。然后再涂上黄蜡,由技师手执其在以纱布为打磨料的打磨机上进行粗磨。清除镜框上的蜡质,放在超声波的除质液中除去杂技,然后再涂紫蜡进行抛光。抛光后的镜架几乎达到玳瑁的质感。接下来在抛光后的部件上进行雕刻文字或图案,涂抹颜色油彩。组装弹工,技师要双手向外折弹工100次以上,合格后再按顾客的参数弯镜腿至合适长度,车片执架后,再通过约50条QC检验标准,才具备出厂的条件。
如有经过如此过程,才能加工出符合LYYBROS要求品质的眼镜。

来源:互联网 |



